VOSS快插系統(tǒng)的組成及裝配
改進原因:Voss快插系統(tǒng)可以提高氣路密封性,,降低車輛維護成本,,提升整車性能的可靠性。
VOSS快插系統(tǒng)的組成及裝配示意:
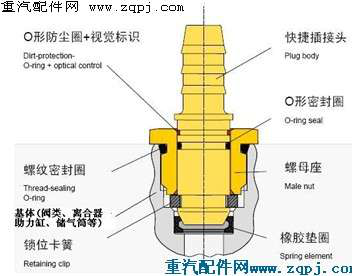
圖1,、VOSS快插系統(tǒng)的組成
VOSS快插系統(tǒng)由4個部件組成:帶竹節(jié)倒齒的快插接頭,、螺母座,、鎖位卡簧和橡膠墊圈(見圖1)。4個部件功能分述如下:
快插接頭有一個寬邊卡槽,,安裝時以供卡簧插入,;其它2個槽配合O型圈。第一個O型圈(黑色)用來密封連接部分,,防止介質(zhì)進入,;第二個O型圈(紅色)用以防止外部雜質(zhì)的進入,紅色標記可以作為是否安裝正確的一個外觀檢驗標志,?! ?/span>
螺母座旋入氣動產(chǎn)品部件螺紋接口內(nèi),O型圈起密封作用,?! ?/span>
鎖位卡簧的一端是開口的,安裝時快插頭的錐形末端將其頂開,,快插接頭插入后,,卡簧與寬邊卡槽嚙合,卡簧將自動對中,。
橡膠墊圈放入成型孔底部的環(huán)形位置,。橡膠墊圈使快插接頭能夠在軸向壓力作用下與卡簧嚙合完好。
VOSS螺母座名義尺寸有三種: NG6,、NG8,、NG12,其對應(yīng)螺紋規(guī)格見如下表:
螺母座名義尺寸
螺母座螺紋規(guī)格
NG6
M10×1
NG8
M16×1.5
NG12
M22×1.5
帶竹節(jié)的快插接頭名義尺寸有四種:NW4,、NW6,、NW9、NW12,,其對應(yīng)尼龍管規(guī)格見下表:
快插接頭名義尺寸
快插接頭竹節(jié)倒齒適用尼龍管徑d×s(mm)
NW4
6×1
NW6
8×1/9×1.5
NW9
12×1.5
NW12
16×2
VOSS快插系統(tǒng)的拆卸:
圖2 VOSS快插接頭的分離
名義尺寸
螺母座
擰緊力矩N*M
NG6
M10×1
5+1
NG8
M16×1.5
10+1
NG12
M22×1.5
10+1
5、快插接頭和基體的連接
車輛出現(xiàn)故障需更換快插接頭或基體部件時,,必須將發(fā)動機停機使管路減壓,。用扳手擰松螺母座,將螺母座和快插接頭一同從基體(各種閥類及儲氣筒等)內(nèi)旋出,;然后取下鎖位卡簧,,即可將快插接頭從螺母座中抽出(見圖2)。

[NextPage2,、VOSS快插系統(tǒng)的安裝方法]
VOSS快插系統(tǒng)的安裝方法
安裝前首先要注意保證各部件表面清潔,。
1. VOSS快插接頭安裝專用工具(圖3)及螺母座安裝專用工具(圖4),。

圖3 VOSS快插接頭安裝專用工具
1.大力鉗(兩把)2.尼龍管剪切刀 3.橡膠錘

圖4 螺母座,、卡簧、橡膠墊圈安裝工具(三種規(guī)格)
2. 尼龍管的剪切
尼龍管剪切端面必須垂直管子縱向軸線,,端面整齊,,必須使用下面的專用剪切刀具(見圖5),以防產(chǎn)生毛刺影響密封性能,,保證截面整齊,。尼龍管口徑有多種規(guī)格?!?img src="/photo/attached/image/20190616/20190616203342494249.png" alt="" />
圖5,、用專用剪切刀具剪尼龍管
3.將尼龍管與帶竹節(jié)倒齒的快插接頭裝到一起
快插接頭有多種規(guī)格。把快插接頭壓入尼龍管時,,需注意以下幾點:① 常溫下操作,;② 龍管不允許加熱;③ 節(jié)倒齒不能受到任何損傷,,否則會影響和尼龍管的連接緊密性,;選擇與尼龍管口徑對應(yīng)的快插接頭把尼龍管夾裝到大力鉗的適合口徑處(注意不要用帶螺紋的鉗口夾尼龍管頭,以便在鉗子另一端口安裝快插接頭),,并漏出5~ 8mm 管頭,,調(diào)整大力鉗把手上的螺栓達到適當夾緊力(見圖6):

圖6、用大力鉗夾裝尼龍管
安裝一端需接插尼龍管的快插接頭(另一端帶保護帽)的方法(見圖7),。但在最終裝配(快插接頭插入基體上的螺母座中)前才能將保護帽取下:
圖7,、安裝帶保護帽的快插接頭
安裝兩端均需插入尼龍管的快插接頭的方法 (見圖8,用一把大力鉗夾裝尼龍管,,另一把大力鉗口卡住快插接頭的另一端止口位置,,然后用錘敲擊未夾持尼龍管的大力鉗;另一端尼龍管時同樣方法安裝):

圖8,、安裝兩端帶尼龍管的快插接頭
4,、將螺母座、卡簧和橡膠墊圈安裝到基體上
如前所述,,有NG6,、NG8,、NG12三種規(guī)格的螺母座,分別用相應(yīng)規(guī)格的安裝手柄,。下面以閥類備件為例說明其安裝方法,其他離合器助力缸,、制動器室,、儲氣筒等上的螺母座安裝方法相同。
螺母座的基體上有造型孔(見圖9),?! ?/span>

圖9、閥上的造型孔,,螺母座,、卡簧、橡膠墊圈,,安裝手柄
按順序?qū)⒙菽缸?、卡簧、橡膠墊圈套在安裝手柄上,,對準造型孔(見圖10),,用手擰緊(見圖11)。

圖10,、將螺母座,、卡簧、橡膠墊圈套在安裝手柄上

圖11,、擰緊螺母座
然后向外用力提出安裝手柄(見圖12)

圖12,、提出安裝手柄
不同尺寸的螺母座扭緊力矩見下表:
與基體(及螺母座)連接的快插接頭在安裝前均帶保護帽,。取下保護帽,,將接插尼龍管的快插接頭推入螺母座的孔內(nèi),用手按壓快插接頭以擠壓橡膠墊圈直到卡簧卡入快插接頭前端的凹槽中(見圖12),,通過朝安裝的反方向進行拉拔可以檢查卡簧是否安裝正確到位,,必須保證快插接頭不在孔內(nèi)部傾斜??觳褰宇^的連接部分不應(yīng)該分開,,當紅色O型圈不可見時視為接合正確。

圖13,、快插接頭最終裝配
最后應(yīng)點火給系統(tǒng)充氣,,檢驗各部分是否漏氣。
換基體部件的情況:
只需更換基體(快插接頭未損壞)時:
基體(如各種閥類,、離合器助力缸,、儲氣筒等)損壞需更換基體部件時,,只需用扳手將螺母座松開,連同卡簧,、快插接頭,、尼龍管等一同拔出,。此時橡膠密封圈會留在基體部件的造型孔內(nèi),,將其勾出。如此密封圈未損壞,,可再將其放入新基體部件的造型孔中,;如損壞可單獨更換密封圈。注意,,將密封圈放入基體的造型孔中時,要保證密封圈與造型孔的中心軸線重合,,不可在密封圈傾斜的狀態(tài)下安裝螺母座,。

